目次
溶接姿勢には下向き・立向き・横向きなどがあり、実際に溶接を行うときは具体的な姿勢を図で描けるほどしっかり把握しておく必要があります。この記事では溶接姿勢の種類や難易度、溶接技能者資格における種類記号などを解説。これから溶接を始める方はぜひ参考にしてください。
溶接姿勢とは?
溶接を行うときの材料に対する作業者の姿勢のことを「溶接姿勢」といいます。作業者にとって材料がどの方向にあるのか、あるいはどの方向に溶接するのかといったところが注目すべきポイントです。
溶接姿勢の種類と難易度
簡単だったり難しかったりする溶接姿勢。4種類あるうち難易度が低いほうから高いほうへ並べると次のようになります。
- 下向き姿勢:低難度(簡単)
- 立向き姿勢:やや低難度(やや簡単)
- 横向き姿勢:やや高難度(やや難しい)
- 上向き姿勢:高難度(難しい)
最も難易度が低いのは下向き姿勢、最も難易度が高いのは上向き姿勢です。それぞれの具体的な姿勢や溶接技能者資格における「種類記号」については、難易度が低い順から解説していきます。
溶接技能者資格とは、日本溶接協会という一般社団法人が認証する溶接資格です。
下向き姿勢(したむきしせい)
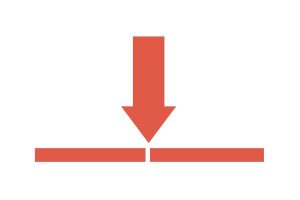
溶接の下向き姿勢とは、上図のように材料が床など溶接作業者の下にある状態で、継手(つぎて)に対して上から下へ向かって溶接する姿勢のことです。自然な体勢で溶接を行えるため、溶接初心者が最初に覚えるべき基本的な溶接姿勢になります。
手溶接の「被覆アーク溶接」や「ガス溶接」など溶接方法によって大まかに種類が分かれているほか、基本級・専門級といった溶接経験の違いもあり、さらに溶接姿勢や材料などによって「種類記号」が細かく決められています。
記号が「F」の下向き姿勢は難易度が最も低いため、レベルは基本級です。例えば「被覆アーク溶接」の基本級・下向き姿勢のうち、材料が炭素鋼の薄板なら溶接技能者資格の種類記号は「N-1F」。
溶接方法と溶接姿勢が同じでも材料が炭素鋼の中板、さらに完全溶け込み溶接で材料の裏につける「裏当て金あり」なら「A-2F」、同じく「裏当て金なし」なら「N-2F」になります。
さらに継手や開先形状によっても種類記号は変わってくるので注意が必要です。いずれにしても下向き姿勢そのものの記号は「F」なので、種類記号の末尾に「F」がついているかどうかで見分けることができます。
立向き姿勢(たてむきしせい)
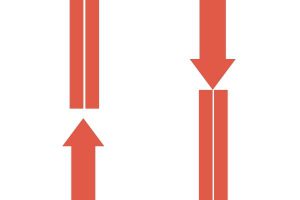
立向き姿勢とは材料が壁など作業者の前にある状態で、図のように継手に対して下から上へ(上進)、もしくは上から下へ(下進)、縦方向に垂直移動(斜め移動)する姿勢のことです。
上進のほうが一般的で「カチ上げ」という通称が浸透しています。「流し」や「ダウン」とも呼ばれる下進を行うのは、階段の手すりなどを溶接するときです。
上進・下進いずれの場合でも立向き姿勢は溶接棒やトーチが不安定になりやすいなど、基本級の下向き姿勢より難易度が高い専門級になります。
日本溶接協会による溶接技能者資格の記号は「V」。手溶接の「被覆アーク溶接」、立向き姿勢の種類記号は次の通りです。
- 炭素鋼の薄板:N-1V
- 炭素鋼の中板・裏当て金あり:A-2V
- 炭素鋼の中板・裏当て金なし:N-2V
どの種類記号も末尾に「V」がついていることがわかります。
横向き姿勢(よこむきしせい)
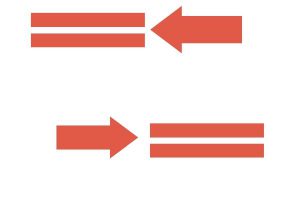
立向き姿勢と同じく、材料が壁など作業者の前にあり、図のように継手に対して右から左、もしくは左から右へと横方向に平行移動するのが横向き姿勢です。
横向き姿勢は立向き姿勢よりもさらに難易度が高まります。ビード(溶接による盛り上がり)を重ねる多層盛りになりますが、上部がへこんだ状態のアンダーカット、下部が盛り上がり過ぎのオーバーラップになりがちなので注意が必要です。
記号は「H」で専門級の横向き姿勢。手溶接の「被覆アーク溶接」の種類記号だと次のようなものがあります。
- 炭素鋼の薄板:N-1H
- 炭素鋼の中板・裏当て金あり:A-2H
- 炭素鋼の中板・裏当て金なし:N-2H
いずれも末尾が「H」です。
上向き姿勢(うえむきしせい)
図のように材料が天井など作業者の上にある状態で溶接するのが上向き姿勢です。作業者にとって上を見続けるという不自然な体勢になるため、4種類の溶接姿勢の中で最も難易度が高くなります。
また、重力がかかるため継手の溶け込みが浅くなりがち、材料裏側の「裏波ビード」がへこみやすいといった特徴があるので要注意です。
そもそも高難度の上向き姿勢の中では「ティグ溶接」が比較的難易度が低くなりますが、「半自動溶接」や「被覆アーク溶接」は非常に難易度が高くなります。上向き姿勢の記号は「O」。種類記号としては「N-1O・A-2O・N-2O」などがあります。
まとめ
4種類の溶接姿勢それぞれの難易度・記号・材料の位置・溶接する方向をまとめると次の表のようになります。
| 溶接姿勢 | 難易度 | 記号 | 材料の位置 | 溶接する方向 |
| 下向き姿勢 | 低い | F | 床 | 上→下 |
| 立向き姿勢 | やや低い | V | 壁 | 縦方向
上進:下→上 下進:下→上 |
| 横向き姿勢 | やや高い | H | 壁 | 横方向
右→左 左→右 |
| 上向き姿勢 | 高い | O | 天井 | 下→上 |
溶接初心者の方は「被覆アーク溶接」や「ガス溶接」など基本的な手溶接のうち、最も簡単な下向き姿勢から学ぶという順番がおすすめです。ただ、造船所や建築関係の現場などでは4種類すべての溶接姿勢が必要となります。
勤務を希望する職場で必要な溶接姿勢は何かを調べるなど、状況に応じて適した溶接姿勢を身につけるようにしてください。

